




什么是冷铆工艺
冷铆是指铆钉在常温状态下进行的铆接。目前大量结构采用焊接的方式,例如钢构桥梁、钢构房屋等,但是一些需要轻量化同时又对强度有要求的结构,例如飞机机身、埃菲尔铁塔、汽车骨架等,则都采用了铆接的技术。从质量保证角度,铆接>焊接,焊接是**不容易检查质量的,因此民航飞机、汽车大梁用焊接较少。从改变零件材料性能来讲,焊接影响**大,残余应力变形问题较严重,对桥梁和要求不高的钢构结构还可以承受,对汽车车厢大梁则不理想。冷铆工艺与焊接、螺纹紧固连接等工艺方法相比,生产效率更高、可省去昂贵的劳保投入和环保投入等技术优势。液压冷铆,取代了古老的热铆法,避免了热铆中钢板间隙无法压平,热胀冷缩后产生松动及噪音大的弊病。

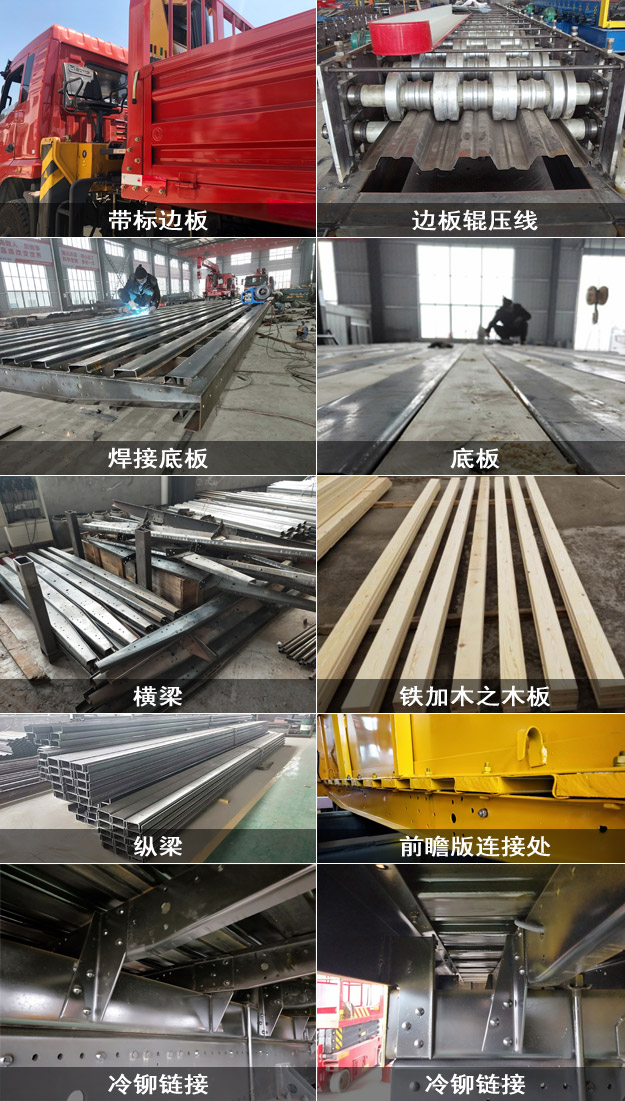
冷铆车厢主要组成部分
冷铆车厢主要组成部分:底板总成(纵梁、横梁、边框、后框、蝴蝶板等)、边板总成、龙门架、边灯护栏等配件。

神百冷铆车厢介绍
神百冷铆车厢厂员工由东风原厂团队组建,技术员拥有二十多年生产经验,对冷铆和原厂工艺熟练掌握,车厢品质**,涂装光鲜亮丽。
车厢边板采用高强度钢DCO1一次辊压成型抗变形能力提高60%。纵梁、横梁采用Y510大梁钢冲压辊压成型,横梁加密,抗扭性更高,承载能力更强。
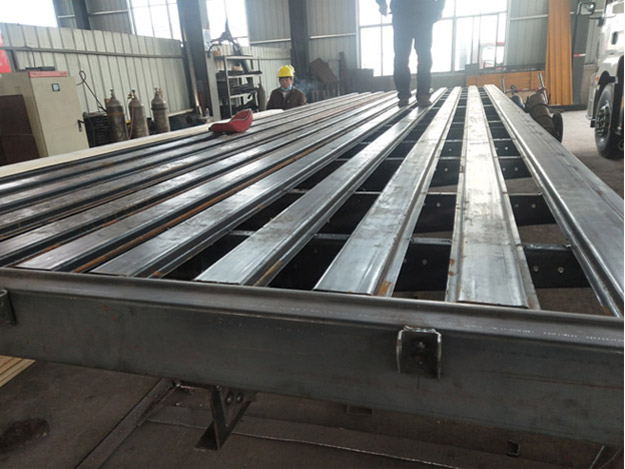
底板可选择花纹板、平板等,铁木结构底板具有轻量化有韧性等优势,木板为高品质松木烘干一次成型,中底板由Y510大梁钢辊压一次成型,横梁和纵梁采用冷铆链接,有效规避开裂、开焊风险,更美观,更牢固。
神百冷铆工艺详解
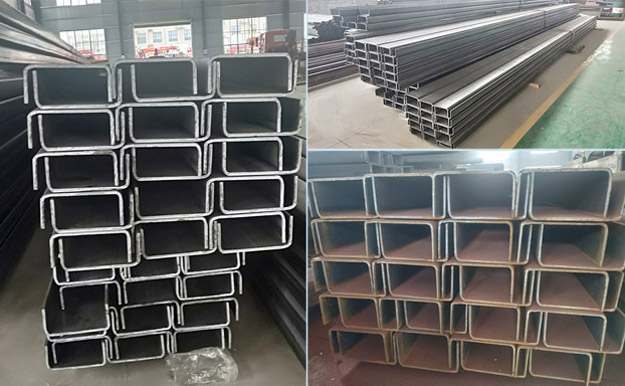
纵梁全部采用510L大梁钢一次辊压成型,单根长度可达到10米,比起槽钢只有6米的长度,车厢副梁不需要再二次焊接。
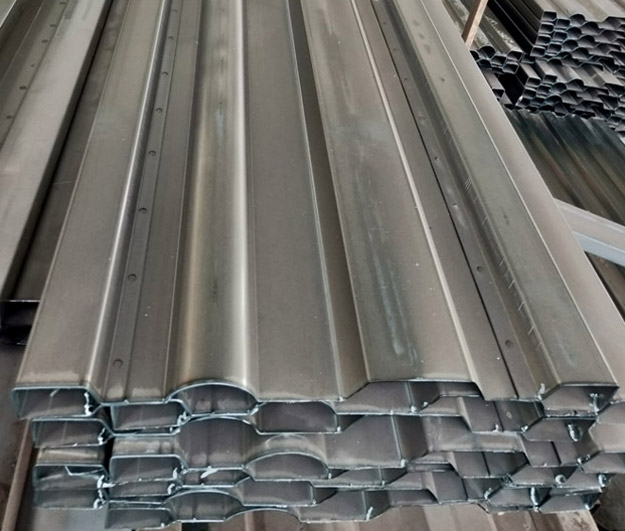
辊压副梁有多种规格可以选择120、140、170满足市场所有吊机对副梁的要求,而且厚度从5mm-8mm都可以选择。
纵梁与横梁用冲压支架冷铆连接,在纵梁和横梁铆接处都有加强板进一步加强加固:


下面是横梁加强板细节图:



510L辊压边框更厚更轻强度更高,附槽钢对比图片:



510L辊压边框喷涂后表面光滑有亮度,槽钢表面粗糙伴有细小颗粒和细纹不美观:


冷铆车厢后框是定制的多次折弯且带防水槽,普通槽钢不具备以上特点:



冷铆车厢底板可以选择具有抗震性轻量化铁木结构(由一次辊压带两侧折边加强的中底板和烘干松木组成)或3-5mm花纹板,也可以组合更耐用的铁木上铺花纹板**高端配置俗称用不坏的车厢:


冷铆车厢可选择多种样式边板,横瓦楞,竖瓦楞,方块等,采用DC01高强度板机械一次辊压成型:



冷铆车厢定制龙门架,强度更高,结构更牢固,采用连接板用8.8级镀彩螺丝链接,易拆卸维修方便:






冷铆车厢边灯灯线采用插头链接带线速管,护栏保险杠都采用螺栓连接易拆卸:



冷铆车厢优势
☆1、维修方便。
☆2、铆接不容易变形而焊接易变形。
☆3、动载荷下,铆接结构比焊接结构具有更好的疲劳强度。
☆4、由于汽车车厢的抗拉强度决定,铆接的抗拉强度比焊接的抗拉强度大很多。
☆5、由于车厢底板要承载货物,强度要求高,需要采用铆接的方法。如果采用焊接,焊缝处很容易产生裂纹,发生断裂。
☆6、铆接的主要好处是如果出现质量不良,它会有明显的预兆:比如铆钉松动,接缝漏水。焊接的如果里面有微小裂缝后,从外表是很难察觉的,而这个微缝在长期使用过程是会扩大的,对行车安全有很大隐患。
☆7、汽车大梁和车厢副梁为什么需要铆接,因为汽车不一定都在平直的道路上行驶,路况有高低不平的变化,车的弹簧有时满足不了车身的变化扭曲,车架车厢铆接相连随着扭曲,扭曲后又能还原,焊接的就不行了扭曲后就回不来。汽车在高低不平的路上行驶时,你会听见嘎子嘎子的响声,那就是车架在变形,而后又恢复,车架和车厢铆接后都有特殊刚度朔性,来抵抗变形。
☆8、大家都知道,采用传统焊接方式制造车身时,常常存在虚焊、漏焊、焊不牢的质量缺陷,设计师担心焊不牢会出现质量事故,就采用增加焊点来保证强度的方法,但也因此增加了工艺成本和人力成本。再加上焊接是热连接,焊接过程中还会出现部件扭曲等问题,使得加工过程可控性比较差。
综上所述汽车车厢铆接结构连接符合**标准,可靠、不松动,连接处啮合度好,抗扭能力强,大大提高车辆货箱的承载能力。


 东风天锦单桥搭载长兴8吨5节
东风天锦单桥搭载长兴8吨5节 解放冰冰冷藏 大柴180马力
解放冰冰冷藏 大柴180马力 东风天锦后八轮随车吊长兴12吨5节
东风天锦后八轮随车吊长兴12吨5节 陕汽德龙新M3000上装神百重工14吨5节直臂吊机
陕汽德龙新M3000上装神百重工14吨5节直臂吊机